Precision Molecular Carriers
Stop Caking.
Stop Caking.
Improve Flow.
Precision Stability.
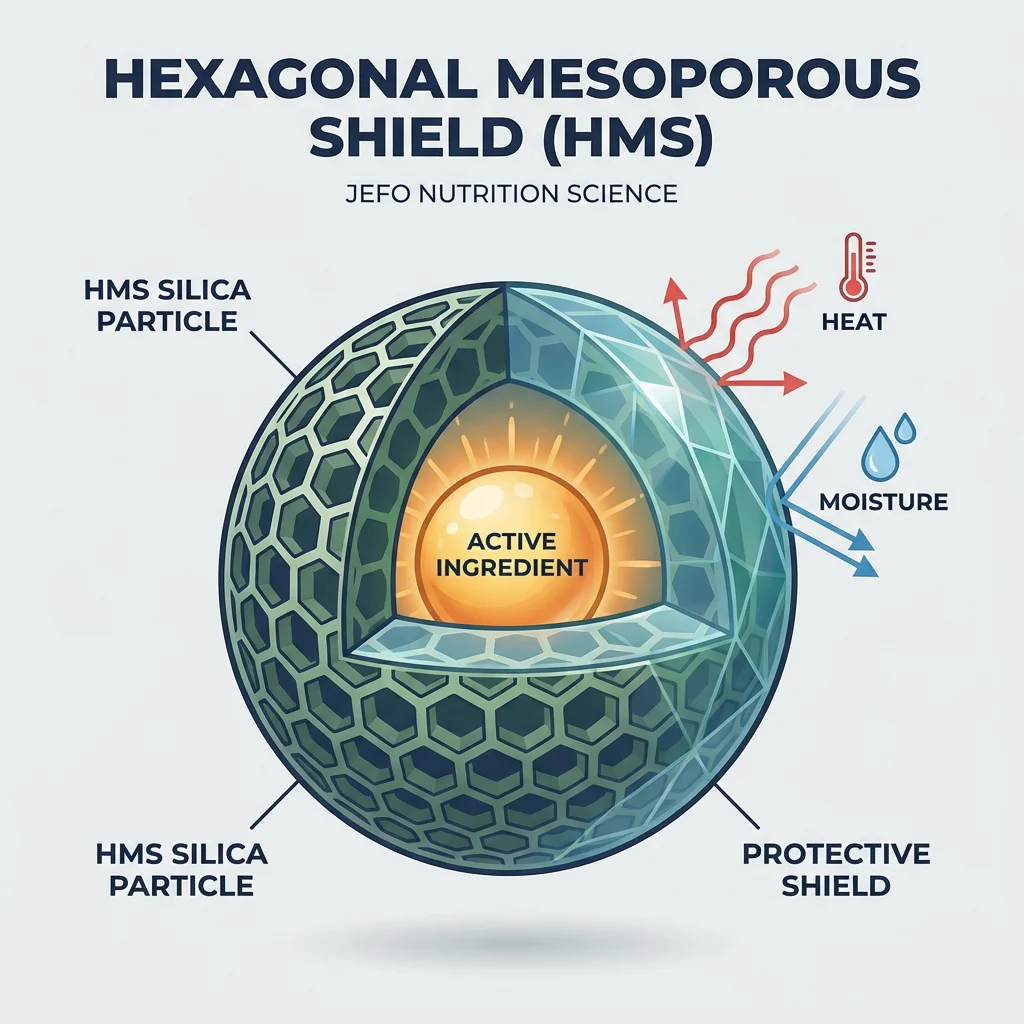
Hydrophobic silica specifically engineered for
microencapsulation and feed additive processing.